
專注強力磁鐵三十年,下設燒結廠、高端磁材加工廠、環保電鍍廠、磁性組件裝配廠。
磁場取向成形是利用磁性粉末和外磁場的相互作用,對粉末顆粒的易磁化方向進行排列,使其與磁體最終充磁方向一致,這是獲得各向異性磁體最常用的一種方法。粉末制備工序將Nd-Fe-B合金破碎到單晶顆粒,而它們又是單軸各向異性的,每個顆粒只有一個易磁軸—主相晶胞的c軸。將粉末松散地填充到模具內,填充密度大約是實密度的25%-30%,在0.8A/m以上的外磁場作用下這些粉末顆粒由多疇變成單疇,并通過旋轉或移動將易磁化方向調整到外磁場方向。
在工業生產中,目前壓制成形方式分為一次成形和兩次成形兩大類。
一次成形可以采用單向壓機(壓強一般為50-100MPa,壓坯密度為55%-60%的實密度)或者冷等靜壓機(壓強一般為200MPa,壓坯密度為60%的實密度)。
兩次成形可以采用單向壓機(壓強一般為20-30MPa,壓坯密度為45%的實密度)加上冷等靜壓機(壓強一般為200MPa,壓坯密度為60%的實密度)。
取向成形過程中,合金粉末基本上保留了c軸取向排列的狀態,壓制完成后對毛坯退磁(消除磁粉顆粒間磁偶極相互作用對相鄰顆粒取向的破壞),然后脫模。就可以得到易磁化方向取向良好的毛坯。
高達100 MPa的壓強會迫使磁粉服從機械力與磁力的平衡條件,難免引起磁粉顆粒的移動或旋轉,可能使其c軸偏離外磁場方向,降低毛坯的取向度。因此,磁場形成過程是在達到毛坯密度的前提下,合理地平衡磁場強度與成形壓力的關系,獲得盡量高的取向度。
粉末取向度還受到粉末內摩擦力的影響,松裝密度較大時影響尤其嚴重,實際生產中采用有機潤滑劑來降低內摩擦力,但必須在燒結反應發生前(通常在200℃附近)將潤滑劑完全脫出,以防止潤滑劑氧化或碳化降低磁體的性能。
實際生產中的成形過程通常有以下三種:
· 垂直壓(橫向壓)制 Transverse Direction Pressing,TDP
· 平行壓(軸向壓)制 Axial Direction Pressing,ADP
· 等靜壓 Isostatic Pressing,IP(等靜壓通常采用液體介質,而采用橡膠為介質的等靜壓被稱為橡皮模壓 Rubber Isostatic Pressing,RIP)
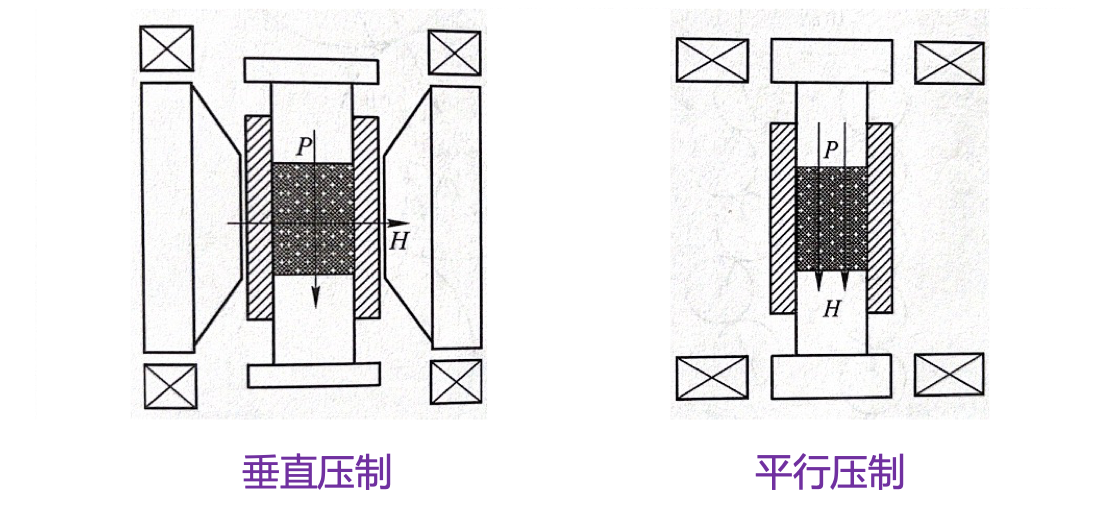
其中最常見的是垂直壓,顧名思義即磁場方向H與壓制方向P垂直;平行壓即磁場方向與成形壓力平行;而等靜壓則是通過液體或橡膠模等介質在各個方向對磁粉均勻施加壓力。在磁粉填充、磁場強度、成形壓強等工藝參數相同的情況下,以等靜壓方法獲得的磁體性能最高,垂直壓其次,而平行壓是最低的。如果以剩磁和飽和磁化強度的比值來衡量取向度的話,RIP高達94%~96%,TDP為90%~93%,而ADP僅為86%~88%,三者之間的(BH)max可以相差16~40kJ/m3(2~5MGOe),這個差異典型地反映了機械壓力、磁偶極相互作用和內外摩擦力之間的競爭關系。
冷等靜壓也常被用于單向壓制毛坯的二次加壓,在取向磁場有限的情況下,先采用較低的壓力獲得恰當的取向度,再利用等靜壓進一步提高壓坯密度而不破壞已有的取向水平。

